گالوانیزه گرم و انواع محیط های خورنده
۲۶ام خرداد ۱۴۰۲
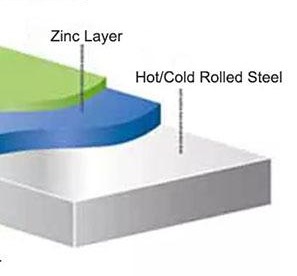
فلز روی در گالوانیزه گرم
۴ام مرداد ۱۴۰۲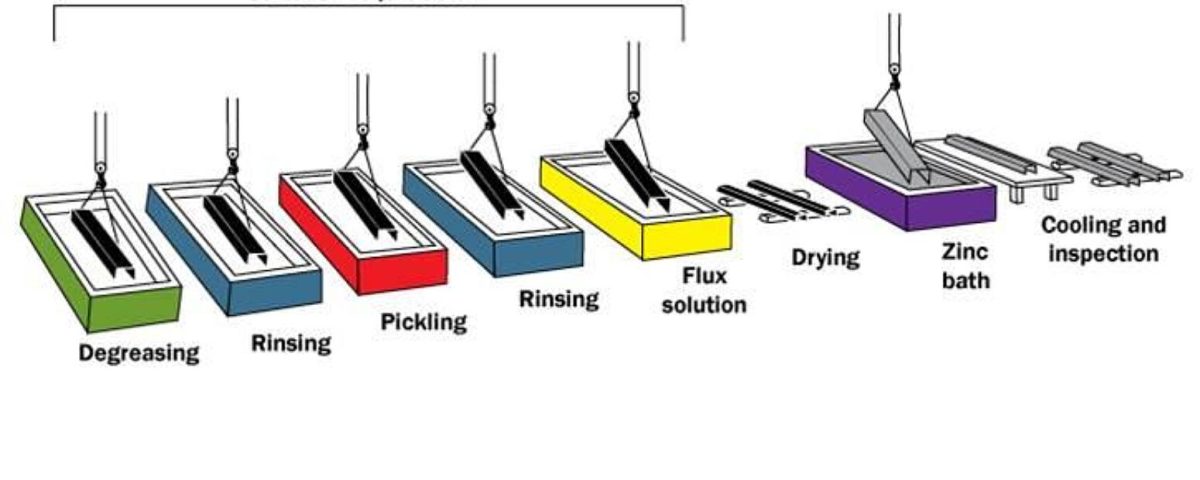
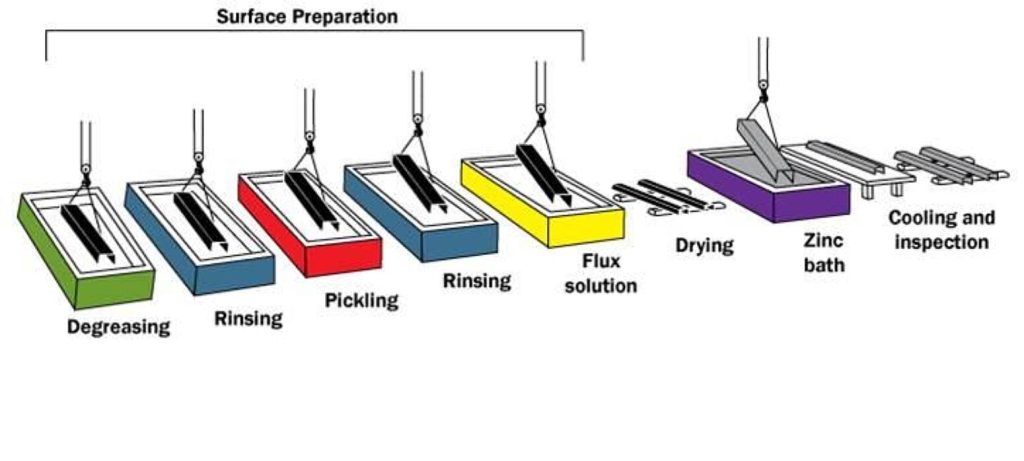
آماده سازی سطح فولاد در گالوانیزه گرم ، در اين مرحله هدف زدودن هر نوع روغن و گريس، رنگ، قشرهاي اكسيدي و زنگ آهن ازسطح قطعه و ايجاد سطحي كاملاً تميز مي باشد . از محلول گرم قليا براي زدودن روغن و گريس و رنگهايي نظير اپوكسي و وينيل استفاده مي شود.
جرمهاي حاصل از جوشكاري را با استفاده از ماسه پاشي يا ساچمه پاشي و قشرهاي اكسيدي و زنگ آهن ها را با محلول رقيق اسيد كلريدريك يا سولفوريك پاك مي كنند. اين عملPickling مي گويند.
مدت زمان نگهداري قطعه در محلول رقيق اسيد بستگي به شرايط P سطح و طبيعت فولاد و ضخامت قشرهاي اكسيدي دارد.
مدت زمان نگهداري قطعه فولادي در وان اسيدشويي حتي الامكان بايد كوتاه باشد . چون درزمان غوطه وري طولاني، بين اسيد و آهن واكنش شيميايي اتفاق مي افتد و هيدروژن متصاعدميگردد. هيدروژن آزاد شده جذب فولاد شده و در سطح قطعه حملات شيميايي نامطلوب رخ میدهد . برای جلوگیری از ان به اسید بازدارنده (Inhibitors) ) اضافه می کنند.
گاهي مواقع به محلول رقيق اسيد مواد كند كننده تا از حملات شيميايي به سطح فل ز جلوگيري شود . با اين عمليات مقدار مصرف اسيد كاهش مي يابد. و جذب هيدروژن توسط فولاد كم مي گردد .در صورت عدم اضافه كند كننده ها هيدروژن متصاعد شده جذب سطحي فولاد شده وممكن است باعث شكنندگي آن در هنگام فرو بردن قطعه در حمام مذاب روي شود.
گاهي اوقات از مخلوط اسيد فلئوریدریک ريك و اسيد كلريدريك جهت آماده سازي سطح استفاده مي نمايند . ولي به هر حال تمام سطح بايستي آنقدر تميز شده باشد تا هيچ گونه ناخالصي روي سطح قطعه باقي نماند . وجود هر گونه مواد حتي به مقدار خيلي كم، پوشش نامناسب و ناهموار را نتيجه خواهد داد.
چون نمكهاي آهن در آب گرم حل مي شوند، بعد از عملPickling قطعه را با آب گرم نسبتاً P بين ۳ تا ۴ مي شويند . اسيدي كردن آب بدان خاطر است كه از هيدروليزشدن PH اسيدي در نمكهاي فريك جلوگيري شود، در غير اينصورت هيدروكسيد فريك بر سطح قطعه مي نشيند و درطول پروسس ايجاد مزاحمت مينمايد . براي از بين بردن كامل نمكهاي آهن معمولاً بعد از شستشو با آب گرم ، قطعه را با آب سرد نيز شستشو ميدهند.
براي تميز كردن سطوحي كه داراي زنگ هاي بسيار سنگين بالاخص آهن هاي ريخته گري باشداز روش ماسه پاشي يا ساچمه پاشي استفاده مي كنند، چون استفاده ازPickling احتياج به مدت زمان طولاني دارد، و به خاطر سطوح ناهموار و كمپلكس ، پوشش ناهموار نتيجه عمليات خواهد بود.
روانسازي (Fluxing)
آماده سازی سطح فولاد در گالوانیزه گرم ، بعد از شستشو قطعه، آن را وارد محلول روان ساز كرده، اين محلول معمولاً از كلرور آمونيم روي (Zncl 2.3 NH4cl) همراه با ۵ ( wetting Agent ) ساخته ميشود
حمام روان ساز در اين مرحله لايه c حاوي ۲۰ تا ۳۰ درصد وزني اين نمكها و حرارت حدود ۶۰ تا ۷۰ ميباشد . نازكي از
كلرور روي آمونيوم در سطح قطعه مي نشيند تا از تاثير هوا بر روي سطح جلوگيري كند و قطعه سالم به حمام مذاب روي برسد
خشك كردن (Drying)
آماده سازی سطح فولاد در گالوانیزه گرم ، در اين عمليات قطعه را توسط خشك كن خشك كرده و بلافاصله به حمام مذاب روي مي برند . حرارت خشك كن نبايستي بيشتر از۱۵۰ باشد، در غير اين صورت لايه نازك Flux تجزيه شده و يا در نتيجه تاثير اين لايه با فلز سطح قطعه، نمك آهن تشكيل ميشود كه عيب لكه هاي سياه رنگ (Bare Spot) در پايان گالوانيزه گرم بر روي سطح قطعه مشاهده خواهد شد
تامين حرارت براي خشك كردن را ميتوان از سوخت گازهاي حاصل از حمام مذاب (Convectionally) از طريق كانالي به خشك كن رسانيد . بعد از خشك كردن قطعه، آن را بايستي بلافاصله وارد حمام مذاب روي نمود چون لايه نازك فوق رطوبت هوا را ميتواند
جذب كند و شروع به اكسيده شدن نمايد.
گالوانیزه گرم سانتریفیوژ ،شرکت پارس پوشش با استفاده از تکنولوژی جدید سانتریفیوژ در بالای مذاب گامی موثر در پوشش دهی گالوانیزه گرم قطعات ریز و رزوه دار برداشته است. این تکنولوژی برای اولین بار توسط شرکت پارس پوشش در ایران اجرایی شده است.
شرکت پارس پوشش تولید کننده و تامین کننده انواع پیچ و مهره با پوشش های داکرومات و گالوانیزه اتصالات صنایع نفت، گاز و پتروشیمی،برق و …