استاندارد داکرومات
۹ام تیر ۱۳۹۸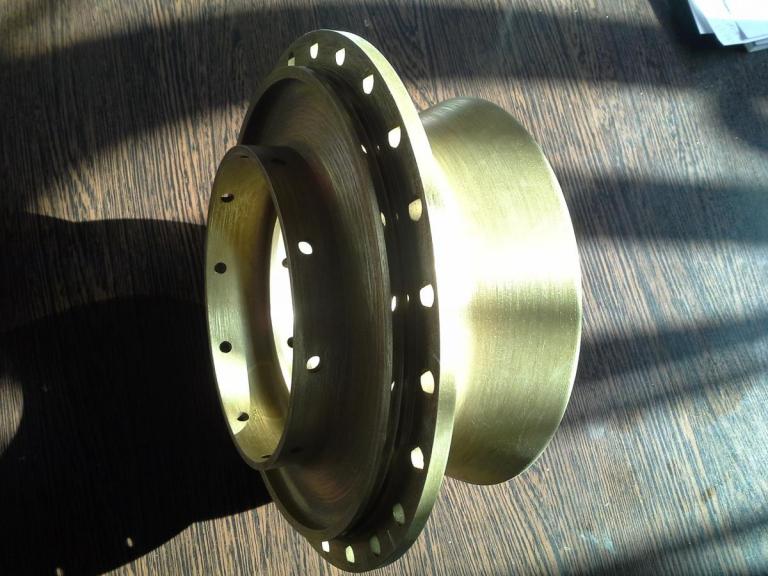
ابکاری نیکل کروم اصفهان
۱۷ام شهریور ۱۳۹۸
مزایای پوشش داکرومات
مقاومت عالی در دستگاه سالت اسپری
مقاومت به خوردگی پوشش داکرومات مقاومت بسیار بالایی نسبت به پوشش های قدیمی دارد. مقایسه نتایج آزمایشات سالت اسپریKJIS-Z-2371 جهت آزمایش مقاومت در برابر خوردگی شان داد که مقاومت بسیار بهتری نسبت به الکترو گالوانیزهو عملیات کلر JIS H8610 type2, class 3 ، گالوانیزه گرم JIS H8610 type2, class 3 پوشش NI-ZN (نیکل روی) دارد.
مقاومت عالی در برابر گرما و خوردگی
پوشش داکرومـات از لحاظ توانایی مقاومت در برابر گرما و خوردگی برتری داشته و یک لایه مقـاوم دربرابر حرارت برای دوره طولانی از زمان تولید می کند. در حالی که یک پوشش الکترو گالوانیزه، پوشش کروماته سطحی در برابر ۱۰۰درجه حرارت دچار عیب و نقص می شود. زمانی که پوشش بسوزد خاصیت مقاومت به خوردگی آن بطور کامل از بین می رود.
از خوردگی گالوانیک آلومینیوم بطور موثر جلوگیری می کند در یک کاربرد که پیچ های ضد زنگ به یک عضو آلومینیومی بسته می شوند استفاده از پوشش داکرومات در روی پیچ به طور بسیار موثری ازخوردگی گالوانیک جلوگیری می کند.
عدم تردی هیدروژنی
خطر تردی هیدروژنی ندارد چون در فرآیند داکرومات از اسید برای آماده سازی ، پوششکاری استفاده نمی شود ، بنابراین این مشکل بطور ریشه ای حل شده است. محلول داکرومات حتی از سطح داخلی لوله ها و سایر اجزاء محافظت می کند و به صورت پایدار بالاترین مقاومت در برابر خوردگی را ارائه می دهد.
داکرومات به طور وسیعی در لوله های اتومبیل شامل لوله های سوخت، لوله های آب و لوله های سطح روغن و لوله های جذب چند شاخه ای کاربرد دارد.
سایر پوشش ها به طور مستقیم قابل انجام بر روی این پوشش است. پوشش داکرومات و پوشش الکتریکی گالوانیزه از لحاظ مقاومت و چسبندگی مورد تست مقایسه ای قرار گرفتند نتیجه نشان داد که داکرومات بیشترین چسبندگی را دارا است.
موادی که می توانند با مواد داکرومات پوششکاری شوند شامل ، طیف وسیعی از فلزات از قبیل آهن، آلیاژهای آهن فلزات سبک مثل آلومینیم، آلیاژفلزات سبک و سایر قطعات ریخته گری شده می باشد.




مشکل آلودگی محیط زیست ندارد
- فاضلاب تولید نمی کند
- مواد سمی و آلوده کننده هوا تولید نمی کند.
- از cr سه ظرفیتی استفاده شده است.
- در مواد جدید عنصرکروم حذف گردیده و سختگیرانه ترین ااستانداردهای زیست محیطی راپاس میکند و مناسب برای صنایع غذایی، دارویی، بهداشتی و… می باشد.
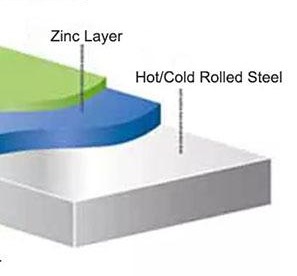
ضخامت پایین
این پوشش با ضخامت حدود ۱۰µm میتواند بیش از ۱۰۰۰ ساعت مقاومت به خوردگی تست سالت اسپری را پاس کند. لذا این پوشش بدون تغییر تلرانس های ابعادی قطعه بالاترین مقاومت به خوردگی را دارا می باشد.
عدم پرشدن سوراخ ها وخلل و فرج قطعه
به دلیل وجود فرآیند سانتریفیوژ بعد از مرحله غوطه وری تمام مواد اضافی از داخل سوراخ ها و پستی و بلندی های قطعه جدا می شود و ضخامت پوشش در تمامی نقاط قطعه یکنواخت می باشد. به طور مثال در پوشش گالوانیزه گرم مذاب روی داخل رزوه های مهره باقی می ماند و بعد از پوششکاری باید مهره ها قلاویززنی مجدد گردد و این کار تمام پوشش داخلی مهره ها را برداشته و مقاومت به خوردگی را در مهمترین نقطه قطعه از بین می برد.
ضمنأ این کار باعث تغییر در تلرانس های ابعادی رزوه مهره می شود ولی فرآیند داکرومات این مشکل را توسط سانتریفیوژ رفع نموده است.
حفظ خواص مکانیکی
حفظ خواص مکانیکی قطعات به دلیل دمای پخت پایین در پروسه داکرومات ، قطعات تحت تمپرینگ ناخواسته قرارنمی گیرند و خواص مکانیکی قطعات حفظ می شود.
نمونه قطعات آبکاری داکرومات

-

- ابکاری کروم اصفهان


-
- ابکاری

-
- ابکاری


-
- پیچ و مهره ضد زنگ