استاندارد JIS Z2371
۲۳ام بهمن ۱۳۹۸
بررسی عیوب پوشش های الکترولس نیکل
اخیرا پوشش های الکترولس نیکل یا آبکاری الکترولس نیکل – فسفر در صنایع مختلف پر کاربرد شده است.
با توجه به این که این پوشش مقاومت خیلی خوبی در مقابل CO2 ,H2S و آب شور از خود نشان داده است در صنعت نفت و گاز بسیار پر کاربرد می باشد.
این الکترولس نیکل بر روی انواع قطعات ولو ها (توپی، سیت، استم، گیت و…)، لوله ها، توربین ها و … بصورت گسترده استفاده می شود.
از این جهت در مورد کنترل کیفیت این پوشش ها باید ملاحضاتی لحاظ شود تا عیوب بوجود آمده باعث کاهش طول عمر قطعات نشود.
در این جا به برخی از مشکلات و نقص هایی که بطور معمول برای پوشش الکترولس نیکل بجود می آید پرداخته می شود.
این موارد شامل مقدار نیکل و فسفر، چسبندگی، تخلخل، سختی، ناپیوستگی و ضخامت ها می باشد.

الکترولس نیکل
مقدمه
پوشش های الکترولس نیکل بدلیل مقاومت به خوردگی شیمیایی عالی به همراه خواص مکانیکی بی نظیر باعث شده ، زمینه کاربردی جدیدی در صنعت ایجاد کنند که با رشد و توسعه فناوری های جدید همراه شده ای توسعه فرمولاسیون این پوشش ها وجود دارد.
باتوجه به مدارک فنی موجود ، زمینه تحقیقاتی بزرگی برانواع افزودنی ها و پوشش های کامپوزیتی و … که ویژگی های منحصربفردی و جدیدی به این پوشش ها منتقل میکنند.
از دو جهت می توان به پوشش الکترولس نیکل پرداخت :
اولی در مورد افزایش کاربرد الکترولس نیکل و دومی مقایسه کارایی پوشش الکترولس نیکل با پوشش های متداول در مورد اول الکترولس نیکل در صنعت نفت و گاز و پتروشیمی بدلایلی که اورده شد بسیار پرکاربرد می باشد.
تحقیقات جدید نشان می دهد اگر پوشش الکترولس نیکل به درستی عملیات حرارتی شود به صورتی کلی کارایی بالاتری از پوشش کروم سخت دارد بخصوص در محیط های خورنده و مخرب.

الکترولس نیکل
مشخصات پوشش های الکترولس نیکل فسفر
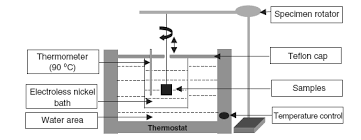
آبکاری الکترولس نيکل، روش ايجاد پوشش نيکل بدون اعمال جريان خارجی است و الکترون مورد نياز این روش بوسيله واکنشهاي شيميايی درون حمام تأمين ميشود.
از فرايند الکترولس نيکل در جهت ايجاد پوشش فلزی پيوسته و يکنواخت استفاده ميشود.
آبکاري الکترولس نیکل را همچنين تحت عنوان آبکاري خودکاتاليتيکي نيز مينامند، زيرا قابليت تشکيل بر روي فلزات و موادي را دارد که از نظر کاتاليتيکی فعال هستند.
در فرايند آبكاري الکترولس نیکل ،عامل احياکننده و يونهاي فلزي فقط در حضور کاتاليزور با يکديگر واکنش داده و در نتیجه برای شروع واکنش احياء، مواد پايه بايد فعال باشند و يا اينکه سطح زيرلايه را بايد توسط کاتاليزورهاي مناسب فعال نمود.
عوامل مختلف موجود در حمام هاي الکترولس نيکل :
- نمک نيکل : منبع تأمين يون نيکل
- احياءکننده : احياء يون نيکل از نمک هاي نيکل
- کمپلکس کننده : کنترل غلظت يون نيکل
- پايدارکننده : جلوگيري از رسوب ذرات ناخواسته
- شتاب دهنده : افزايش سرعت رسوب
- بافر : تنظيم کننده pH
- ترکننده : افزايش قابليت رسوب پوشش بر سطح زيرلايه
گرچه عوامل زیادی در کنترل فرايند الکترولس نيکل دخالت دارند اما مهمترين متغييرهاي اين فرايند، عامل احياءکننده، درجه حرارت و pH حمام هستند.
بیشترین تأثير اين متغييرها بر سرعت رسوب و ميزان فسفر پوشش مي باشد.
با در نظر داشتن اينکه مقدار فسفر موجود در پوشش هاي نيکل-فسفر، تعيين کننده کليه خواص فيزيکي، مکانيکي و شيميايي اين پوشش ها مي باشد، اهميت کنترل عوامل فوق در فرايند الکترولس نيکل-فسفر کاملاً روشن مي شود.
واکنش کلي احياء يون نيکل بوسيله هيپوفسفيت را ميتوان بصورت زير نوشت :
۳NaH2PO2 + ۳H2O + NiSO4 → ۳NaH2PO3 + H2SO4 + ۲H2 + Ni
واکنش فوق را ميتوان بصورت زير نيز فرموله کرد:
۲H2PO2ˉ + Ni++ + ۲H2O → ۲H2PO3ˉ + H2 + 2H+ + Ni
و با تغييراتي بصورت زير ارائه داد:
Ni++ + H2PO2ˉ + H2O → Ni + H2PO3 + ۲H+
البته می توان با عملیات حرارتی مناسب سختی پوشش را بالا برد اما نکته ی مهمی که باید به ان توجه شود این است که نحوه عملیات حرارتی باید بگونه ای باشد که باعث کاهش عمر مقاومت به خوردگی الکترولس نیکل نشود.
الکترولس نیکل
ضخامت و یکنواختی پوشش الکترولس نیکل – فسفر
ضخامت پوشش های الکترولس نیکل – فسفر بستگی به کاربردهای آن دارد.
ارائه کننده خدمات و مشتریان باید در مورد روش اندازه گیری ضخامت پوشش به توافق برسند ، این روش می تواند میکروسکپی، مغناطیسی، کلومتریک و … باشد.
روش میکروسکپی روش بسیار مناسبی است ولی این تست مخرب است و بهتر است همراه با قطعه یک نمونه شاهد گذاشته شود و برای بررسی ضخامت به آزمایشگاه فرستاده شود.
شرکت پارس پوشش ارائه دهنده انواع خدمات در زمینه پوشش و ابکاری می باشد.
-

- الکترولس نیکل

-
- الکترولس نیکل

-
- الکترولس نیکل

-
- الکترولس نیکل

-
- الکترولس نیکل

-
- الکترولس نیکل

داکرومات،پوشش داکرومات،خدمات داکرومات،خدمات پوشش داکرومات،خدمات آبکاری داکرومات،داکرومات اصفهان،آبکاری داکرومات،داکرومات پوشش،داکرومات اصفهان،آبکاری داکرومات،آبکاری اصفهان،داکرومات پیچ،داکرومات مهره،داکرومات پیچ و مهره،داکرومات قطعه،داکرومات پارس پوشش،داکرومات