حفاظت جانبی گالوانیزه گرم
۲۱ام مهر ۱۴۰۲
تاریخچه گالوانیزه گرم
۲۲ام آبان ۱۴۰۲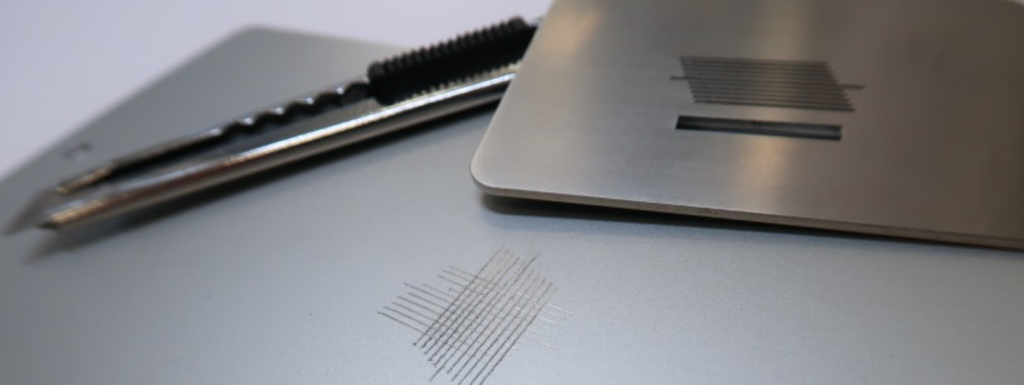
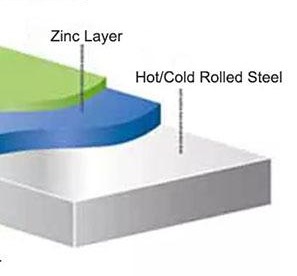
آزمون چسبندگی پوشش گالوانیزه
آزمون چسبندگی پوشش گالوانیزه، چسبندگی پوشش در شرایطی مانند حمل و نقل، نصب و سرویس و سایر موارد مشابه حائز اهمیت است. پوشش های گالوانیزه گرم باید دارای چسبندگی کافی برای مقاومت در برابر این شرایط معمول باشند. البته در این قبیل موارد باید عواملی نظیر ساختار و ضخامت پوشش در قطعات مختلف مد نظر قرار گیرند.
مواردی مانند خم کاری و فرمینگ و همچنین صاف کاری قطعات پس از گالوانیزه شدن، شرایط عادی محسوب نمی شوند. هنگامی که فولادهای غیر معمول، یا مقاطع بسیار سنگین، گالوانیزه می شوند، ممکن است پوشش هایی با ضخامت بیشتر از معمول ایجاد گردند. گالوانیزه کننده معمولاً تسلط زیادی بر این امر ندارد زیرا پوشش های سنگین، تابعی از ترکیب شیمیائی فولاد، یا زمان طولانی تری که لازم است قطعات سنگین در مذاب بمانند می باشد. پوشش های سنگین که ضخامت آنها بیشتر از ۲۵۰ میکرون باشد عمدتاً ترد تر از پوشش های با ضخامت معمول هستند و طبعاً، باید در کاربرد و تغییر نتایج آزمون های استاندارد، این امر مد نظر قرار گیرد. ضمناً باید در نظر داشت که این گونه پوشش ها دارای عمر حفاظت طولانی تری می باشند که این خود یک مزیت در برابر چسبندگی کمتر آنهاست.
نحوه انجام آزمون
دو روش برای آزمون چسبندگی پوشش گالوانیزه موجود است که هیچ یک از انها نشان دهنده مقدار واقعی نیروی چسباننده متالوژیکی پوشش گالوانیزه بر فولاد پایه نیستند. در واقع این آزمونها بعنوان نشانگرهایی،خواص چسبندگی پوشش را نمایان می کنند.
آزمون یا کندن با چاقو (Paring)
در این روش ساده ولی موثر، از یک چاقوی محکم برای بریدن و کندن پوشش استفاده می شود. به این ترتیب که لبه چاقو را روی پوشش قرار داده و با فشار قابل ملاحظه ای سعی در کندن بخشی از پوشش از سطح قطعه می کنند. اگر فقط تکه بسیار کوچکی از پوشش کنده شود نتیجه آزمون رضایتبخش است. اگر مقدار بیشتری از پوشش در ناحیه جلوتر از لبه تا نوک چاقو کنده شود و فولاد زیر نمایان شود، آنگاه نتیجه آزمون چسبندگی منفی می باشد.
آزمون چسبندگی پوشش گالوانیزه
شرح کامل این آزمون در متن استاندارد ASTM A123 و ASTM A153 آورده شده است.
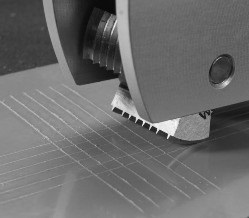
آزمون چکش
این آزمون برای بررسی چسبندگی پوشش در سطوح هموار و صاف بکار می رود که البته غیر متداول است. آزمون چکش آزمون شدید و سختگیرانه ای است که بیشتر نشان دهنده مقاومت ضربه ای پوشش می باشد. از آنجا که عوامل تأثیر گذار بر چسبندگی بسیارند و گالوانیزه کننده کنترل کمی بر این عوامل دارد، استفاده از این آزمون برای سنجش چسبندگی باید با توافق قبلی صورت گیرد.
در این آزمون از یک چکش شبیه به چکش های موجود در بازار استفاده می شود که وزن آن به حدود ۲۱۰ گرم رسانده شده است و سر چکش دارای لبه ای شبیه به اسکنه با زاویه ۹۰ درجه می باشد. نمونه را دو یا چند بار تحت ضربه با این لبه چکش قرار می دهند بطوریکه سر چکش بطور آزاد از حالت افقی رها می شود تا جول یک نقطه دوران به سطح پوشش برخورد نماید. بدین ترتیب فرورفتگی های موازی با هم به فاصله ۶ میلیمتر از یکدیگر بر سطح نمونه ایجاد می کنند. محل برخورد هیچ یک از این ضربات نباید کمتر از ۱۲ میلیمتر با لبه قطعه فاصله داشته باشد. در صورتی که پوشش در فواصل بین فرورفتگی ها کنده یا برآمده شود نتیجه آزمون غیر رضایت بخش است. اینها مناطقی هستند که کمترین چسبندگی را دارندو لزوماً نماینده چسبندگی تمام پوشش بر قطعه نمی باشند.
جزئیات این آزمون در استاندارد های ASTM A153 و CSA G164-M آورده شده است.
گالوانیزه گرم سانتریفیوژ ،شرکت پارس پوشش با استفاده از تکنولوژی جدید سانتریفیوژ در بالای مذاب گامی موثر در پوشش دهی گالوانیزه گرم قطعات ریز و رزوه دار برداشته است. این تکنولوژی برای اولین بار توسط شرکت پارس پوشش در ایران اجرایی شده است.
شرکت پارس پوشش تولید کننده و تامین کننده انواع پیچ و مهره با پوشش های داکرومات و گالوانیزه اتصالات صنایع نفت، گاز و پتروشیمی،برق و …